| AKSНјПкИЁЖЏШЅУЋДЬЕЖБњ ШЅТжРЊБпдЕУЋДЬ МгЙЄжааФгУИЁЖЏЕЖБњ |
 |
МлИёЃК25000 дЊ(ШЫУёБв) | ВњЕиЃКЭСЖњЦф |
| зюЩйЦ№ЖЉСПЃК1жЇ | ЗЂЛѕЕиЃКЮоЮ§ | |
| ЩЯМмЪБМфЃК2018-09-26 13:20:07 | фЏРРСПЃК1409 | |
ЮоЮ§КЦЦеПЦММгаЯоЙЋЫО
 |
||
| ОгЊФЃЪНЃКУГвзЙЋЫО | ЙЋЫОРраЭЃКЫНгЊгаЯод№ШЮЙЋЫО | |
| ЫљЪєаавЕЃКЕЖОпЁЂМаОп | жївЊПЭЛЇЃКжсГаГЇЃЌЛњаЕМгЙЄГЇ | |
 дкЯпзЩбЏ дкЯпзЩбЏ  |
||
| СЊЯЕШЫ:ГТЕЄ (аЁНу) | ЪжЛњ:18961789709 |
ЕчЛА: |
ДЋец: |
| гЪЯф:cd@hope-tec.cn | ЕижЗ:ЙуШ№ТЗ555КХБІЮ§ДѓЯУШЙТЅ206 |
|
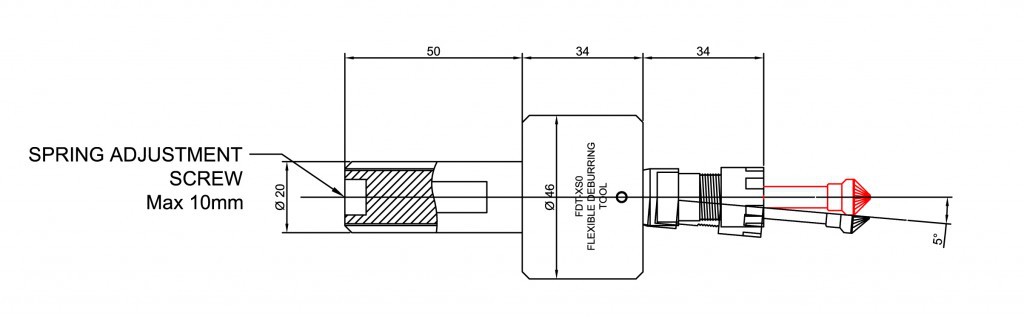
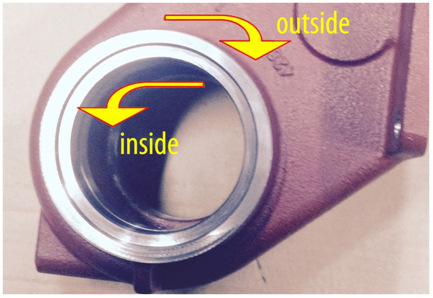
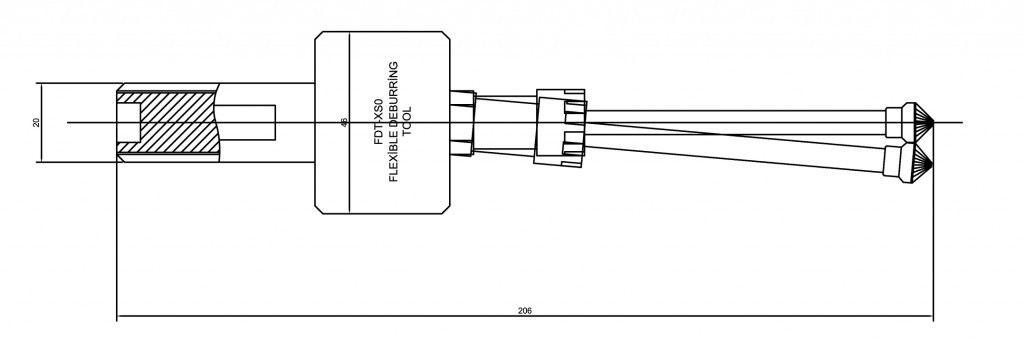
FDT SXOЪЧвЛПюШЅГ§ЛњаЕМгЙЄЙ§ГЬжаВњЩњЕФВЛЦНећТжРЊЃЈБпдЕЃЉУЋДЬЕФИЁЖЏЕЖОпЃЌЫќФмдкЙЄМўЕФЪЕМЪТжРЊКЭГЬађМфздЖЏВЙГЅ ЭЈЙ§ЕЖБњЕФИЁЖЏЛњжЦЃЌFDT SXO ПЩвдбизХЙЄМўВЛЦНећЕФБпдЕвЦЖЏМгЙЄЃЌЪЙЕЖОпПЩвдга5ЁЊЁЊ10mmЕФБпдЕВЙГЅСП ЙЄМўБпдЕЕФбЙСІЪЧПЩвдЭЈЙ§ЕЖБњРяУцЕФЕїНкЛњЙЙНјааЕїНкЃЌ ИУЕЖОпПЩвджБНгЭЈЙ§ЛњДВжїжсЧ§ЖЏЁЃ ЯъЧщзЩбЏ18168867143
МгЙЄВЮЪ§
Ч§ЖЏЗНЪНЃКжїжсЧ§ЖЏ
зЊЫйЃК3000ЁЊ8000rpm ЃЈЦ№ЪМЭЦМі5000rpmЃЉ
НјИјЃК2000ЁЊ5000mm/min ЃЈЦ№ЪМЭЦМі3000mm/minЃЉ
ИЁЖЏСПЃК5mmЃЈЪЙгУБъзМГЄа§зЊяБЃЉЃЈ100mmГЄЕФа§зЊяБКѓепЕЙНЧЕЖЪБПЩвдДяЕН10mm)
ЦЋвЦНЧЖШЃКВрЯђ5Ёу
ЪЙгУER-11ЕФМаЭЗЃЌЕЖЭЗБњВПМаГжЗЖЮЇПЩвдДг0.5mm-7mm
ећЬхЕЖОпБњВПЮЊВрЙЬ20mm./HSK,SKЛђепЪЧЦфЫћЕЖБњПЩвдАДашЩњВњ
гХЕу
УтЮЌЛЄ
ИпНјИјИпзЊЫйЃЈ3000-8000rpm /2-5m/min)
ећИіЙЄМўЕЙНЧДѓаЁОљдШ
ИЁЖЏШЅУЋДЬЕЙНЧЕЖОпдкЪ§ПиЛњДВЩЯЕФЪЙгУ
FDT SXOгУРДИјЙЄМўВЛЦНећБпдЕЕЙНЧКЭШЅГ§УЋДЬЃЌЫќФмдкЙЄМўЕФЪЕМЪТжРЊКЭГЬађМфздЖЏВЙГЅ
ЙЄзїВЮЪ§ жїжсЫйЖШЃК ЮвУЧЭЦМізЊЫй5000rpm----8000rpm
НјИјСП ЭЦМіНјИјжЕЃКF=3000mm/min НјИјжЕБиаыдкМгЙЄЙ§ГЬжаБЃГжвЛжТЃЌЗёдђЛсЕМжТЕЙНЧДѓаЁВЛвЛжТЁЃТжРЊЕФГЬађБржЦЕФЪБКђ ОЁПЩФмЕФШУЕЖОпНгНќЙеНЧЃЌетбљВХФмШЅЕєЙеНЧУЋДЬЁЃ
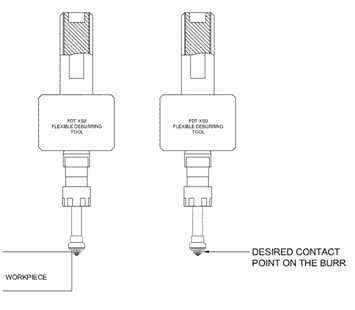
ВрЯђбЙСІ дкПЊЪМЪЙгУИЁЖЏШЅУЋДЬЕЙНЧЕЖЕФЪБКђЮвУЧНЈвщАбВрЯђбЙСІЩшжУЮЊ5mmзѓгвЃЌШчЙћЧаЯїЭЗВЛФмЦНЮШМгЙЄЃЈБШШчЃКЧаЯїЭЗЬјЖЏЛђепЧаЯїВЛЕНЃЉЫЕУїНгДЅЕФбЙСІЬЋЕЭЃЌБиаывЊМгДѓЁЃбЙШыСПжБНггАЯьЕЙНЧШЅУЋДЬЕФКёЖШЃЌЭЈГЃЧщПіЯТбЙШыСПдНЖрЃЌЕЙНЧдНДѓЁЃ
ЕЖБњЮВВПЕїНкТнЫПЩюЖШz Дѓ10mmЃЈДгТнЫПГЏЭтЖЯУцЕНЕЖБњЮВЖЫЖЯУцОрРыЃЉЃЌГѕЪМЩшжУЮЊ5mm.
ИЁЖЏШЅУЋДЬЕЙНЧЕЖБњЙЄОпЕФЪЙгУ
FDT SXO ИЁЖЏШЅУЋДЬЕЙНЧЙЄОпЃКЭЈЙ§жїжсЧ§ЖЏЃЌПЩвдДяЕН5mmЕФОЖЯђЦЋвЦСПЃЈБъзМа§зЊяБЛђепЕЙНЧЯГЕЖТЖГіМаЭЗВПЗжЮЊ20mmЃЉЁЃвЊБЃжЄдкзпТжРЊГЬађЪБЫљгаЕФТжРЊЖМФмБЛМгЙЄЃЌЧаЯїЭЗашвЊга1-3mmЕФдЄбЙШыСПЁЃ
ЗНЯђ
FDTИЁЖЏШЅУЋДЬЕЙНЧЕЖЃКЕЖОпашвЊЫГЪБеыа§зЊЃЌМгЙЄЙ§ГЬжаЮЇШЦЙЄМўЫГЯГЁЃ
ЕЙНЧШЅУЋДЬНгДЅЕуЃК
ЕЙНЧЭЈГЃашвЊЪЙгУзЖЖШЕЙНЧЧаЯїЭЗЁЃПЩвдЪЙгУЧаЯїЭЗЕФЖЅЖЫНјааМгЙЄЃЌвВПЩвдЪЙгУЧаЯїЭЗИљВПНјааМгЙЄЁЃ
дкЙЄМўЭтаЮКЭЙЄзАМаОпдЪаэЕФЧАЬсЯТЃЌЮвУЧНЈвщОЁПЩФмЪЙгУЧаЯїЭЗЕФКѓВПШаПкНјааМгЙЄЃЌетбљФмЕУЕНИќКУЕФЕЙНЧШЅУЋДЬаЇЙћКЭИќЖЬЕФМгЙЄЪБМфЁЃ
ШЅУЋДЬЙ§ГЬжаЕФВрУцЦЋвЦСПЃЈбЙШыСПЃЉ ШЗБЃдкМгЙЄЙ§ГЬжаЃЌЕЖОпгавЛИіЯрЖдгкЙЄМўТжРЊЕФдЄЦЋвЦСПЃЈдЄНєСПЃЉ1-3mmЁЃ
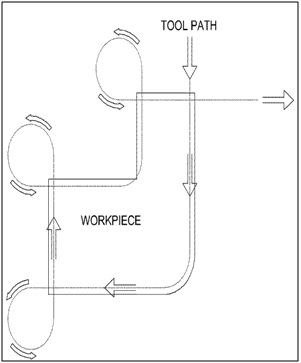
ЕЖОпМгЙЄТЗОЖЃК ЖдгкИЁЖЏШЅУЋДЬЕЙНЧЕЖРДЫЕЃЌФкНЧЃЈСНУцНЛНчДІЃЉЕФМгЙЄЩдЮЂИДдгаЉЃЌЭЈГЃЧщПіЯТЧаЯїЭЗВЛФмЭЌЪБНгДЅФкНЧДЙжБЕФСНИіУцЃЌвђЮЊетбљЭЌЪБМгЙЄСНИіУцВњЩњЕФСІЕФВЛЦНКтШнвзЕМжТЙЄОпЕФе№ЖЏЁЃЮвУЧНЈвщдіМгвЛИіШУЧаЯїЭЗЃЈа§зЊяБЛђепЕЙНЧЯГЕЖЃЉВЛЭЌЪБНгДЅДЙжБСНУцЕФЕЖОпТЗОЖЁЃЕБНгНќетбљЕФФкНЧЪБЃЌЕЖОпЪЪЕБЭљЩЯЬсЃЌШУзЖЖШЧаЯїЭЗЕФЖЅВПНгДЅЙЄМўЃЌетбљЧаЯїЭЗИќШнвзНгНќетбљЕФФкНЧЃЈзЂЃКЕБЪЙгУЧаЯїЭЗЖЅЖЫМгЙЄЪБЃЌМгЙЄЫйЖШгІНЕЕЭЁЃЃЉЕБдкМгЙЄЕНЙЄМўДЙжБФкНЧЪБашвЊЭЈЙ§дВЛЁГЬађРДЭъГЩМгЙЄФкНЧЁЃ
дкМгЙЄЭтНЧЪБашдкЙЄМўвдЭтРДИФБфМгЙЄЗНЯђЃЈШчЭМЃЉ
ГЃМћЮЪЬтЃК
Й§ЖШЕЙНЧЃК 1ЃЌдіМгНјИј 2ЃЌМѕаЁВрЯђбЙШыСПЃЈЙ§аЁЕФВрЯђбЙШыСПЛсЕМжТЕЖОпЬјЖЏДгЖјЫ№ЩЫЙЄМўКЭЕЖОпМАЛњДВЃЉ
ЕЙНЧВЛвЛжТЃК 1ЃЌгЩгкЗНЯђЕФБфЛЏЃЌНјИјЫйЖШВЛЪЧКуЖЈЕФЁЊЁЊНЕЕЭНјИј 2ЃЌНјИјЙ§ЕЭЁЊЁЊдіМгНјИјЫйЖШ 3ЃЌЙЄОпЮЛжУЃЈбЙШыСПЃЉУЛгаЕїећКУЁЊЁЊВрЯђбЙШыСПЮЊ1-3mm
ЕЙНЧЙ§аЁЃК 1ЃЌМѕаЁНјИјТЪ 2ЃЌдіМгВрЯђбЙСІ 3ЃЌНЕЕЭжїжсзЊЫй
ЕЙНЧВЛЦНЃК 1ЃЌдіМгжїжсзЊЫй 2ЃЌИќЛЛЧаЯїЭЗ ИЁЖЏШЅУЋДЬЕЙНЧЕЖБњзАХф100mmГЄЧаЯїЭЗЭМжН
живЊЫЕУї
ЙигкСДНгЕЖБњЃКFDT SX0 ИЁЖЏЕЙНЧШЅТжРЊУЋДЬЙЄОпЪЧАДееzаЁЛЏЩшМЦЃЌЕМжТЕФНсЙћЪЧИУЕЖОпБњВПЕЅБпКёЖШЙ§БЁЃЌЫљвдЮвУЧНЈвщЪЙгУERЕЖБњНјааМгГжЃЌОЁСПВЛвЊЪЙгУВрЙЬЕЖБњМгГжЃЌШчЙћЗЧвЊЪЙгУВрЙЬМгГжЃЌЧыСєвтВрЙЬТнЫПВЛвЊЫјЕУЙ§НєЁЃ
ЙигкдЄШЅГ§УЋДЬЕФДѓаЁЃКШчЙћдЄШЅГ§ЕФУЋДЬЙ§ДѓЃЌЪЙгУFDT SX0ИЁЖЏЕЙНЧШЅУЋДЬЙЄОпМАа§зЊяБЮоЗЈШЅГ§ИЩОЛЃЌФњашвЊдкЪЙгУЮвУЧЙЄОпжЎЧАЯШгУвЛжЇИеадЕФЕЙНЧЕЖдЄШЅГ§ЯТУЋДЬЃЈГЬађашвЊТжРЊЭтЗХжСАВШЋОрРыЃЉЃЌШЛКѓдйЪЙгУЮвУЧЕФИЁЖЏБњЁЃ
ЧаЯїЭЗЃЈа§зЊяБЃЉЖЉЙКбЁаЭШчЯТЃК
|
| АцШЈЩљУїЃКвдЩЯЫљеЙЪОЕФаХЯЂгЩЛсдБздааЬсЙЉЃЌФкШнЕФецЪЕадЁЂзМШЗадКЭКЯЗЈадгЩЗЂВМЛсдБИКд№ЁЃЛњЕчжЎМвЖдДЫВЛГаЕЃШЮКЮд№ШЮЁЃ гбЧщЬсабЃКЮЊЙцБмЙКТђЗчЯеЃЌНЈвщФњдкЙКТђЯрЙиВњЦЗЧАЮёБиШЗШЯЙЉгІЩЬзЪжЪМАВњЦЗжЪСПЁЃ |

ЛњЕчжЎМвЭј - ЛњЕчаавЕШЈЭўЭјТчаћДЋУНЬх
ЙигкЮвУЧ | СЊЯЕЮвУЧ | ЙуИцКЯзї | ИЖПюЗНЪН | ЪЙгУАяжњ | ЛсдБжњЪж | УтЗбСДНгCopyright 2011 jdzj.com All Rights ReservedММЪѕжЇГжЃККМжнБѕаЫПЦММгаЯоЙЋЫО
ЯњЪлШШЯпЃК0571-28292387  дкЯпПЭЗўЃК0571-87774297
еЙЛсКЯзї/гбЧщСЌНгЃК0571-87774298
дкЯпПЭЗўЃК0571-87774297
еЙЛсКЯзї/гбЧщСЌНгЃК0571-87774298
ЭјеОЗўЮёзЩбЏЃК0571-28292385
ЭЖЫпШШЯпЃК400-6680-889(ЗжЛњ7)
ЭјеООгЊаэПЩжЄ:еуB2-20080178