| гВГЕЯїЗчЕчжсГа/ЛизЊжЇГа42CrMoгВЖШ58-62ЖШИпаЇCBNЕЖОп |
 |
МлИёЃК10 дЊ(ШЫУёБв) | ВњЕиЃККгФЯ |
| зюЩйЦ№ЖЉСПЃК1ЦЌ | ЗЂЛѕЕиЃКжЃжн | |
| ЩЯМмЪБМфЃК2020-07-16 15:08:14 | фЏРРСПЃК314 | |
жЃжнЛЊСтГЌгВВФСЯгаЯоЙЋЫО
 |
||
| ОгЊФЃЪНЃКЩњВњМгЙЄ | ЙЋЫОРраЭЃКЫНгЊгаЯод№ШЮЙЋЫО | |
| ЫљЪєаавЕЃКЕЖЦЌ | жївЊПЭЛЇЃК | |
 дкЯпзЩбЏ дкЯпзЩбЏ  |
||
| СЊЯЕШЫ:РюАВ (ЯШЩњ) | ЪжЛњ:15617726385 |
ЕчЛА: |
ДЋец: |
| гЪЯф:li_an@hlcbn.com | ЕижЗ: |
|
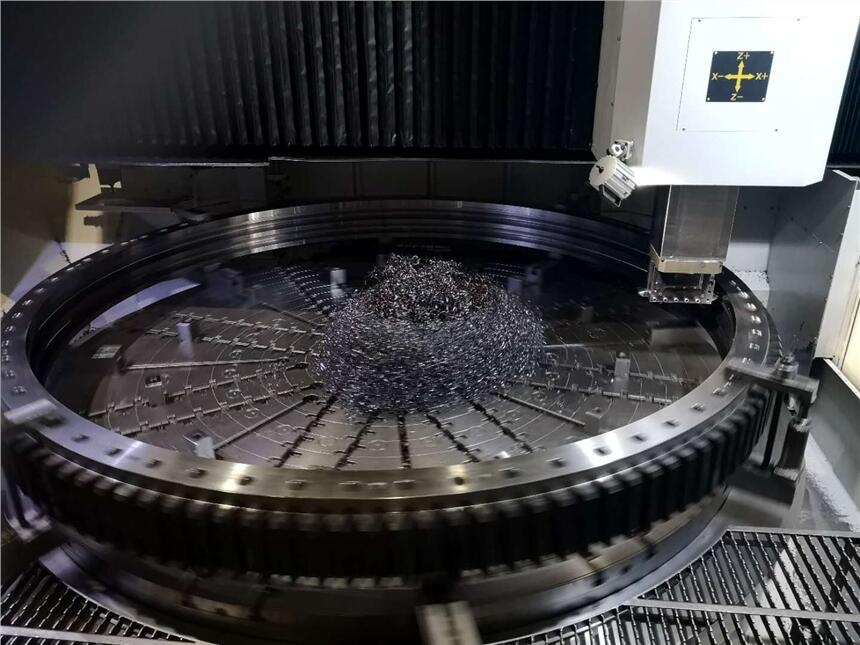
гВГЕЯїЗчЕчжсГа/ЛизЊжЇГа42CrMoгВЖШ58-62ЖШИпаЇCBNЕЖОп ЗчЕчжсГагЩгкЫљДІЛЗОГЖёСгЃЌЮЌаоГЩБОИпЃЌГЃВЩгУадФмНЯКУЕФ42CrM0зїЮЊжївЊМгЙЄВФСЯЃЌЭЌЪБВЩгУШШДІРэЙЄвеЬсИпЗчЕчжсГаЕФЪЙгУЪйУќЃЌШШДІРэКѓгВЖШДяЕНHRC45вдЩЯЃЌЖјЧвГпДчжБОЖДѓЃЌЖдгВГЕЯїЕЖОпвЊЧѓМЋИпЁЃ
ШчЗчЕчжсГаЕФМгЙЄЙЄвевЊЧѓгаЃК ЃЈ1ЃЉЖЫУцЛљзМУцЬјЖЏЃМ0.005mmЃЛ ЃЈ2ЃЉЙЕЕзЬјЖЏЃМ0.005mmЃЛ ЃЈ3ЃЉЙіЕРБэУцДжВкЖШRa0.3ІЬmЃЛ ЃЈ4ЃЉЭЦСІЧђжсГажсШІЕФБкКёВюЃМ0.01mmЁЃ еыЖдвдЩЯвЊЧѓПЊЪМжЛгаФЅЯїЙЄвеВХФмЭъГЩЃЌЕЋЫцзХжЦдьвЕЕФПьЫйЗЂеЙЃЌЦѓвЕВЛНіашвЊИпжЪСПВњЦЗЃЌЖјЧвЬсГіСЫИпаЇТЪЁЂЕЭГЩБОЕШвЊЧѓЃЌЙЪгВГЕЯїЃЈвдГЕДњФЅЃЉЙЄвеЪЧЗчЕчжсГааавЕЕФЗЂеЙЧїЪЦЃЌЦфМгЙЄаЇТЪИпЃЌГЩБОЕЭЃЌЪЧФЅЯїЙЄвеЮоЗЈгыжЎПЙКтЕФЁЃ ОЋМгЙЄЗчЕчжсГаЕФpcbnЕЖОпМАЕЖЦЌЃЌБиаывЊЧѓНЯИпЕФгВЖШЃЌФЭФЅадКЭПЙГхЛїадЁЃЛЊСтГЌгВСЂЗНЕЊЛЏХ№ЕЖЦЌОљЗћКЯвдЩЯвЊЧѓЁЃеыЖдЗчЕчжсГаШШДІРэКѓЕФгВЖШКЭБфаЮСПЕФДѓаЁЃЌЛЊСтГЌгВбажЦГіЯргІЕФЕЖОпХЦКХЁЃШчЗчЕчжсГаОЋМгЙЄКѓЕФгрСПаЁгк2mmЃЌбЁдёBN-H200ХЦКХЕЖЦЌЃЌМгЙЄЗчЕчжсГаЕФЙіЕРКЭЖЫУцЃЌЧаЯїВЮЪ§ШчЯТЭМЁЃМгЙЄаЇЙћЃКгыЬеДЩЕЖОпЯрБШЃЌдкЧаЯїЫйЖШИпгкЬеДЩЕЖОпЕФЭЌЪБЃЌЕЖЦЌЪйУќЪЧЬеДЩЕЖЦЌЕФ7БЖЁЃВЂЧвДжВкЖШИпгкЬеДЩЕЖЦЌЁЃ
ШчШШДІРэКѓЕФЗчЕчжсГагрСПДѓгк2mmЃЌдђбЁдёЛЊСтГЌгВСЂЗНЕЊЛЏХ№pcbnЕЖЦЌBN-H200ХЦКХЃЌШчМгЙЄЗчЕчжсГаЕФЙЕЕРВПЮЛЃЌВЩгУСЂЪНЪ§ПиГЕДВЃЌДжМгЙЄVc=100-150m/minЃЛОЋМгЙЄVc=180-200m/minЃЌГдЕЖЩюЖШap=1mmЃЌДжВкЖШПЩДяRa0.4ЁЃ
МгЙЄЗчЕчжсГаЖдЛЊСтЕЖЦЌЖржжбЁдёЃК
|
| АцШЈЩљУїЃКвдЩЯЫљеЙЪОЕФаХЯЂгЩЛсдБздааЬсЙЉЃЌФкШнЕФецЪЕадЁЂзМШЗадКЭКЯЗЈадгЩЗЂВМЛсдБИКд№ЁЃЛњЕчжЎМвЖдДЫВЛГаЕЃШЮКЮд№ШЮЁЃ гбЧщЬсабЃКЮЊЙцБмЙКТђЗчЯеЃЌНЈвщФњдкЙКТђЯрЙиВњЦЗЧАЮёБиШЗШЯЙЉгІЩЬзЪжЪМАВњЦЗжЪСПЁЃ |

ЛњЕчжЎМвЭј - ЛњЕчаавЕШЈЭўЭјТчаћДЋУНЬх
ЙигкЮвУЧ | СЊЯЕЮвУЧ | ЙуИцКЯзї | ИЖПюЗНЪН | ЪЙгУАяжњ | ЛсдБжњЪж | УтЗбСДНгCopyright 2011 jdzj.com All Rights ReservedММЪѕжЇГжЃККМжнБѕаЫПЦММгаЯоЙЋЫО
ЯњЪлШШЯпЃК0571-28292387  дкЯпПЭЗўЃК0571-87774297
еЙЛсКЯзї/гбЧщСЌНгЃК0571-87774298
дкЯпПЭЗўЃК0571-87774297
еЙЛсКЯзї/гбЧщСЌНгЃК0571-87774298
ЭјеОЗўЮёзЩбЏЃК0571-28292385
ЭЖЫпШШЯпЃК400-6680-889(ЗжЛњ7)
ЭјеООгЊаэПЩжЄ:еуB2-20080178