| 6ES7521-1BH50-0AA0 |
 |
МлИёЃК100 дЊ(ШЫУёБв) | ВњЕиЃКЕТЙњ |
| зюЩйЦ№ЖЉСПЃК1ЬЈ | ЗЂЛѕЕиЃКЩЯКЃЫЩН | |
| ЩЯМмЪБМфЃК2022-01-07 15:37:04 | фЏРРСПЃК199 | |
фБжЎТўжЧПиММЪѕЃЈЩЯКЃЃЉгаЯоЙЋЫО
 |
||
| ОгЊФЃЪНЃКУГвзаЭ | ЙЋЫОРраЭЃКЫНгЊгаЯод№ШЮЙЋЫО | |
| ЫљЪєаавЕЃКPLCПижЦЯЕЭГ | жївЊПЭЛЇЃК | |
 дкЯпзЩбЏ дкЯпзЩбЏ  |
||
| СЊЯЕШЫ:ФєЯШЩњ (ЯШЩњ) | ЪжЛњ:15221406036 |
ЕчЛА: |
ДЋец: |
| гЪЯф:3064686604@qq.com | ЕижЗ:ЩЯКЃЪаЫЩНЧјЙуИЛСжТЗДѓвЕСьЕи4855ХЊ88КХ3ТЅ |
|
6ES7521-1BH50-0AA0
ЙЄзїЫйЖШЪЧжИPLCЕФCPUжДаажИСюЕФЫйЖШМАЖдМБашДІРэЕФЪфШыаХКХЕФЯьгІЫйЖШЁЃЙЄзїЫйЖШЪЧPLCЙЄзїЕФЛљДЁЁЃЫйЖШИпСЫ,ВХПЩФмЭЈЙ§дЫааГЬађЪЕЯжПижЦ,ВХПЩФмВЛЖЯРЉДѓПижЦЙцФЃ,ВХПЩФмЗЂЛгPLCЕФЖржжЖрбљЕФзїгУЁЃ PLCЕФжИСюЪЧКмЖрЕФЁЃВЛЭЌЕФPLCЁЃжИСюЕФЬѕЪ§вВВЛЭЌЁЃЩйЕФМИЪЎЬѕ,ЖрЕФМИАйЬѕЁЃжИСюВЛЭЌ,жДааЕФЪБМфвВВЛЭЌЁЃЕЋИїжжPLCзмгавЛаЉЛљБОжИСю,ЖјЧвИїжжЕФPLCЖМгаетаЉЛљБОжИСю,ЙЪГЃвджДаавЛЬѕЛљБОжИСюЕФЪБМфРДКтСПетИіЫйЖШЁЃетИіЪБМфЕБШЛдНЖЬдНКУ,вбДгЮЂУыМЖЫѕЖЬЕНСуЕуЮЂУыМЖЁЃВЂЫцзХЮЂДІРэЦїММЪѕЕФНјВН,етИіЪБМфЛЙдкЫѕЖЬЁЃ жДааЪБМфЖЬПЩМгПьPLCЖдвЛАуЪфШыаХКХЕФЯьгІЫйЖШЁЃДгЬжТлPLCЕФЙЄзїдРэжЊ,ДгЖдPLCМгШыЪфШыаХКХ,ЕНPLCВњЩњЪфКХЕФЯьгІЁЃВЛРэЯыЪБ,ЛЙвЊЖрбгГЄвЛИіжмЦкЁЃЕБЪфШыаХКХЫЭШыPLCЪБ,PLCЕФЪфШыЫЂаТе§КУНсЪј,ОЭЪЧетжжЧщПіЁЃетЪБ,вЊЖрЕШД§вЛИіжмЦк,PLCЕФЪфШыгГЩфЧјВХФмНгЪмЕНетИіаТЕФЪфШыаХКХЁЃЖдвЛАуЕФЪфШыаХКХ,етИібгГйЫфПЩвдНгЪм,ЕЋЖдМБашЯьгІЕФЪфШыаХКХ,ОЭВЛФмНгЪмСЫЁЃЖдМБашДІРэЕФЪфШЫаХКХбгГйЖрГЄЪБМфPLCФмгшвдЯьгІ,вЊСэзївЊЧѓЁЃ ЮЊСЫДІРэМБашЯьгІЕФЪфШыаХКХ,PLCгажжжжДыЪЉЁЃВЛЭЌЕФPLCДыЪЉвВВЛЭъШЋЯрЭЌ,ЬсИпЯьгІЫйЖШЕФаЇЙћвВВЛЭЌЁЃвЛАуЕФзїЗЈЪЧВЩгУЪфШыжаЖЯ,ШЛКѓдйЪфГіМДЪБЫЂаТ,МДжаЖЯГЬађдЫааКѓ,гаЙиЕФЪфГіЕуСЂМДЫЂаТ,ЖјВЛЕШЕНећИіГЬађдЫааНсЪјКѓдйЫЂаТЁЃ етИіаЇЙћПЩДгСНИіЗНУцРДКтСПЃКвЛЪЧФмЗёЖдМИИіЪфШыаХКХзїПьЫйЯьгІЃЛЖўЪЧПьЫйЯьгІЕФЫйЖШгаЖрПьЁЃЖрЪ§PLCЖМПЩЖдвЛИіЛђЖрИіЪфШыЕузїПьЫйЯьгІ,ПьЫйЯьгІЪБМфНіМИИіКСУыЁЃадФмИпЕФ,ДѓаЭЕФPLCЯьгІЕуЪ§ИќЖрЁЃ ЙЄзїЫйЖШЙиЯЕЕНPLCЖдЪфШыаХКХЕФЯьгІЫйЖШ,ЪЧPLCЖдЯЕЭГПижЦЪЧЗёМАЪБЕФЧАЬсЁЃПижЦВЛМАЪБ,ОЭВЛПЩФмзМШЗгыПЩПП,ЬиБ№ЪЧЖдвЛаЉашзїПьЫйЯьгІЕФЯЕЭГЁЃетОЭЪЧАбЙЄзїЫйЖШзїЮЊPLCжИБъЕФдвђЁЃ
ЯТУцРДНщЩмIM153ЕФжИЪОЕЦзДЬЌаХЯЂКЭЫќЕФЖСШЁЗНЗЈЃК 1. жИЪОЕЦзДЬЌ ЮїУХзгPLCЕФЗжВМЪНI/OНгПкФЃПщIM153ЕФжИЪОЕЦЭЈГЃгавдЯТМИжжЃК ЃЈ1ЃЉSFБэЪОзщДэЮѓЃЌМДЭЈбЖЙ§ГЬжаДцдкЯЕЭГгВМўЮЪЬтЃЛ ЃЈ2ЃЉBF1/BF2БэЪОPROFIBUS-DPЭјТчЭЈбЖЙЪеЯЃЛ ЃЈ3ЃЉACTБэЪОЕБЧАIM153ФЃПщДІгкМЄЛюзДЬЌЃЛ 2. аХЯЂЖСШЁЗНЗЈ ШчЙћгУЛЇашвЊдкПижЦЯЕЭГжаЛёШЁIM153ФЃПщЕФжИЪОЕЦаХЯЂЃЌашвЊЪЙгУБрГЬШэМўНјааГЬађЩшМЦЁЃР§ШчЃКШчЙћгУЛЇЕФПижЦЯЕЭГЪЙгУЮїУХзгPLC S7-300ЯЕСаЃЌдђЭЈЙ§БрГЬШэМўSTEP7ЕїгУЯЕЭГЙІФмПщSFC13-ЁАDPNRM_DGЁБРДЪЕЯжЁЃдкЕїгУЕФЙІФмПщжагУЛЇашвЊЬюаДIM153ЕФеяЖЯЕижЗЃЌОЭПЩвдВщбЏЕНЗЕЛиIM153ЕФЭъећеяЖЯаХЯЂЁЃгУЛЇдкЕїгУЙІФмПщЪБЃЌашвЊДДНЈвЛИіГЄЖШДѓгк97ИізжНкЕФDBПщЃЌгУРДБЃДцзДЬЌаХЯЂЁЃ
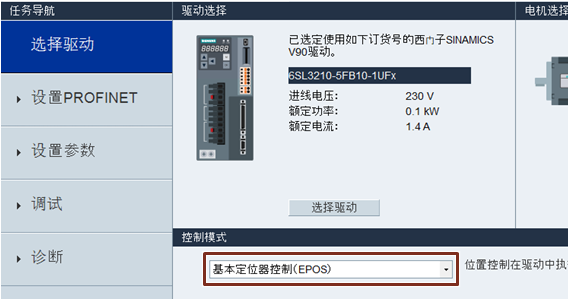
S7-1500 Motion Control V13 Update 3 V90 EPOSПижЦЯрЙиВЮЪ§ЩшжУPLCЭЈЙ§PROFINETгыV90 PNЫХЗўЧ§ЖЏЦїДюХфНјааЮЛжУПижЦЃЌЪЙгУV90 PNЕФЦфБОЖЈЮЛЙІФм(EPOS)ЪБЃЌашвЊЪЙгУЕїЪдШэМўV-AssistantЖдV90 PNНјааЯюФПХфжУЁЃ
1. ЩшжУПижЦФЃЪНЮЊ"ЛљБОЮЛжУПижЦ(EPOS)" 2. ХфжУЭЈаХБЈЮФЮЊЮїУХзгБЈЮФ111
3. ЕуЛї"ЩшжУPROFINET->ХфжУЭјТч"ЃЌЩшжУV90ЕФIPЕижЗМАЩшБИУћГЦ
зЂвтЃКЩшжУЕФЩшБИУћГЦвЛЖЈвЊгыS7-1500ЯюФПжаХфжУЕФЯрЭЌЁЃ 4. ЩшжУЛњаЕНсЙЙЯрЙиВЮЪ§
ашвЊЩшжУе§ШЗЕФГнТжБШЃЌвдМАЩшжУИКдизЊЖЏвЛШІЮяЬхвЦЖЏОрРыЫљЖдгІЕФГЄЖШЕЅЮЛ(LU)ЁЃШчЙћЖЈвх1LUЖдгІ0.001mmЃЌИКдивЦЖЏвЛШІГЄЖШЮЊ10mmЃЌдђДЫЪБИКдизЊЖЏвЛШІЖдгІЕФГЄЖШЕЅЮЛЮЊ10000LUЁЃ 5. ЩшжУЛљБОЖЈЮЛЙІФмЕФЯрЙиВЮЪ§
|
| АцШЈЩљУїЃКвдЩЯЫљеЙЪОЕФаХЯЂгЩЛсдБздааЬсЙЉЃЌФкШнЕФецЪЕадЁЂзМШЗадКЭКЯЗЈадгЩЗЂВМЛсдБИКд№ЁЃЛњЕчжЎМвЖдДЫВЛГаЕЃШЮКЮд№ШЮЁЃ гбЧщЬсабЃКЮЊЙцБмЙКТђЗчЯеЃЌНЈвщФњдкЙКТђЯрЙиВњЦЗЧАЮёБиШЗШЯЙЉгІЩЬзЪжЪМАВњЦЗжЪСПЁЃ |

ЛњЕчжЎМвЭј - ЛњЕчаавЕШЈЭўЭјТчаћДЋУНЬх
ЙигкЮвУЧ | СЊЯЕЮвУЧ | ЙуИцКЯзї | ИЖПюЗНЪН | ЪЙгУАяжњ | ЛсдБжњЪж | УтЗбСДНгCopyright 2011 jdzj.com All Rights ReservedММЪѕжЇГжЃККМжнБѕаЫПЦММгаЯоЙЋЫО
ЯњЪлШШЯпЃК0571-28292387  дкЯпПЭЗўЃК0571-87774297
еЙЛсКЯзї/гбЧщСЌНгЃК0571-87774298
дкЯпПЭЗўЃК0571-87774297
еЙЛсКЯзї/гбЧщСЌНгЃК0571-87774298
ЭјеОЗўЮёзЩбЏЃК0571-28292385
ЭЖЫпШШЯпЃК400-6680-889(ЗжЛњ7)
ЭјеООгЊаэПЩжЄ:еуB2-20080178